Beside traditional chlor alkali production, this technology offers the potential to deliver substantial advantages to many industrial applications such as the recovery process of:
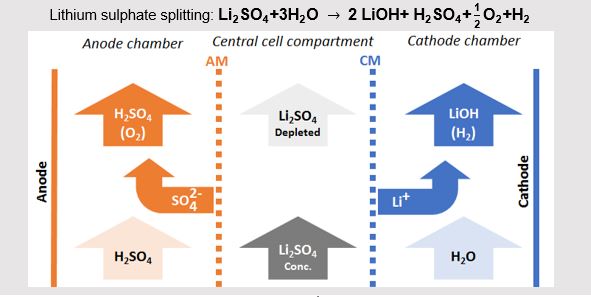
- Lithium sulphate (LiOH, H2SO4) for the lithium ion battery industry;
- Tetramethyl ammonium (TMA) for the semiconductor industry